



 所有产品分类
所有产品分类
日本ACCRETECH东京精密传感器E-DT-ED10 E-DT-ED03A-233
特長
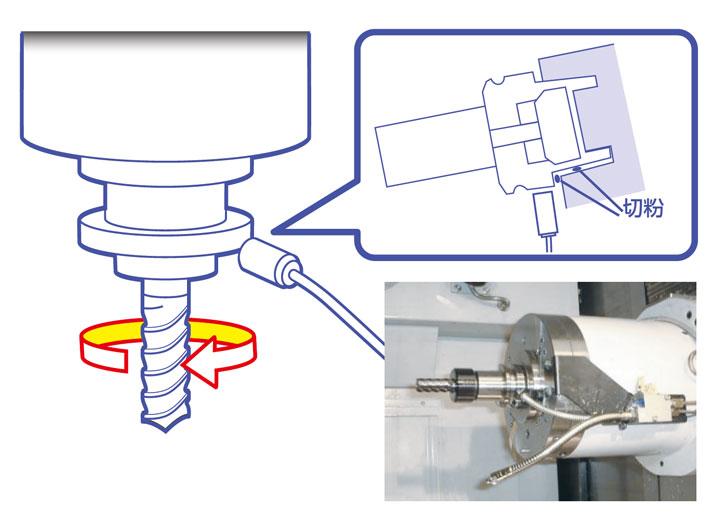
切粉の噛みこみによる突発不良とは?
マシニングセンタにおいては、ATC時におけるツールテーパ部⇔主軸間への切粉の噛みこみによる突発的な不良が発生します。特にアルミの高速切削加工においてはこの問題が顕著であり、解決が長年の間望まれております。
センサヘッド自動チューニング機構
万一センサにダメージが発生してもセンサだけの交換が可能。センサ交換後は、ツールホルダをスピンドルから外して、『センサ調整』ボタンをワンクリックすれば、コントーラとセンサヘッドの組合せ調節が完了します。
アルミ高速切削加工の監視役
アルミ加工現場では、加工時間短縮やクーラント削減などの新しいテーマに取り組んでいるため、ATC 時に切粉が噛みこむ頻度が高くなっています。特にアルミ高速切削加工においては、切粉噛みこみを測定器で100%検知し、不良を発生させないことが必需になっています。
測定時間わずか0.3 秒
非接触方式を採用したことにより、接触式では実現困難な1,200 rpm での振れ測定を実現。また独自のアルゴリズムにより、わずか0.3 秒(600 rpm 時)で全ての計測処理を完了します。
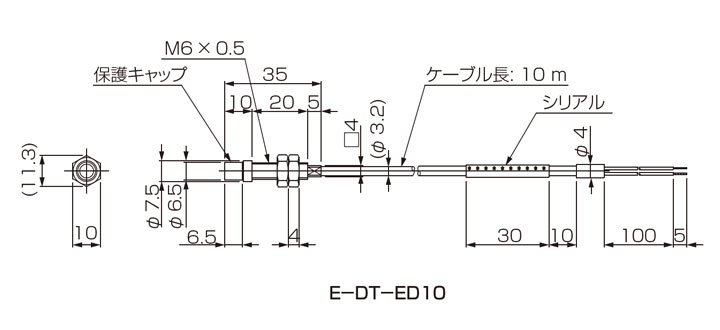
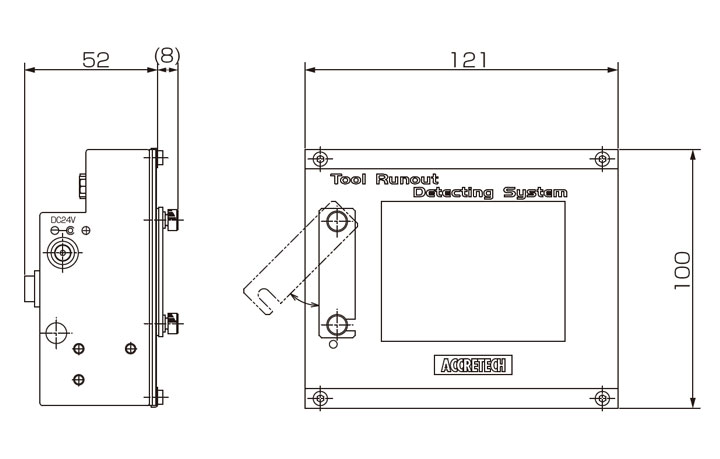
外観図
コントローラー

《設置時の注意点》
1. 本機の上方に30 mm 以上の隙間がある事。
2. 本機の後方に120 mm 以上の隙間がある事。
3. 取付用ねじ(M6)のねじ込み深さは、8 mm 以下の事。
4. クーラント等のかからぬ場所に設置する事
センサヘッド
表示ユニット
《センサヘッド設置時注意点》
1.センサヘッドのケーブルの延長、切断はできません。必ずセンサ引き回し長さを確認の上ご使用ください。
端子取り付けのために切断する場合は、二股部で処置してください。
2.センサヘッドは防水構造(保護等級IP67)、耐クーラント特性試験をクリアしていますが、すべてのクーラントに対応できることを保証するものではありません。
3.センサヘッドには、切り粉による磨耗対策として交換型の「保護キャップ」が装着されています。この「保護キャップ」は外さないでご使用ください。
4.センサヘッドのケーブルは、切り粉から保護するために保護管を通してください。ケーブル曲げR35 mm 以上確保ください。
5.センサヘッドのケーブルは、トグロ巻きのまま使用しないでください。


仕様
| 基本仕様 | |
| 品名 | ATC 振れ検出システム |
| 代表型式 | コントローラ:AT50361 φ 5センサヘッド:E-DT-ED10 |
| 用途 | ツールホルダフランジ部の振れ検出 |
| 使用可能ツール | BT30、BT40、BT50、HSK63A ほか |
| センサヘッド取り付け範囲 | ツールホルダフランジ面より 1.0 ±0.1 mm |
| 測定範囲 | ±0.2 mm |
| 工具登録数 | *大 32 本 |
| 表示分解能 | 0.5 ㎛ |
| 繰り返し精度 | ≦ 3 ㎛/4 σ *弊社指定のマスターツールホルダ(BT40)使用 |
| 工具回転数 | 120、600、1200 rpm |
| 測定時間 | Max 0.3 sec(600 rpm 時、初期設定時) |
| 表示単位 | ㎛、mm |
| IP 等級 | IP67(センサヘッド) *コントローラには、水や油などを付着させないでください。 |
| 使用周囲温度 / 温度 | 0 ~ 40℃ |
| 耐振動 | *大 3.66 G(x、y、z 各方向)*JIS C 60068-2-6 準拠、周波数 10-55Hz を掃引、時間 25 分(1 回の掃引が 5 分) |
| 耐衝撃 | センサヘッド:*大 50 G(r、z 方向各 10 回) コントローラ:*大 20 G(x、y、z 方向各 10 回) |
| CEマーク | 準拠 |
| 外観寸法(W)×(D)×(H)/ 質量 | 110 × 171.8 × 54 mm/0.6 kg |
| 電源電圧 / 消費電力 | DC24 V ±10% / 14 W |
 友情链接Link
友情链接Link





